
Mélangeur à cuve chimique
Mélangeur en cuve chimique : le guide ultime pour les agitateurs industriels
Travaillez-vous dans l’industrie chimique et cherchez-vous des moyens d’améliorer votre procédé de mélange chimique ? Vous êtes au bon endroit, car un mélangeur chimique en cuve pourrait être la solution dont vous avez besoin ! Les mélangeurs chimiques existent en différents modèles et tailles, et ils jouent un rôle crucial dans le traitement chimique en assurant l’homogénéité, en évitant la sédimentation et en favorisant les réactions chimiques.
Dans cet article de blog, nous allons vous fournir un guide complet sur les mélangeurs en cuve chimique. Nous discuterons de leurs types, applications, matériaux, options de moteur et de boîte de vitesses, ainsi que d’autres facteurs qui influencent leurs performances. Nous mettrons également en avant les avantages de l’utilisation de mélangeurs chimiques dans le traitement et le stockage chimiques.
Nous explorerons les fonctions, compétences et salaires des mélangeurs chimiques, la gamme des procédés, la documentation des lots et les solutions d’agitation. Nous examinerons également les défis qui surviennent dans l’industrie chimique, notamment l’utilisation des matières dangereuses, les exigences de l’entreprise et les politiques de l’entreprise. Mais commençons d’abord par les bases. Que signifie le mélange chimique ou le traitement chimique ?
Quels types de mélangeurs chimiques en cuve avons-nous ?
- Hélices à écoulement axial : Les hélices axiales sont conçues pour créer un écoulement axial, c’est-à-dire lorsque le fluide se déplace dans la même direction que la rotation de la roue. Ces types de mélangeurs sont idéaux pour les liquides à faible viscosité, et offrent des débits de pompage élevés avec une faible consommation d’énergie.
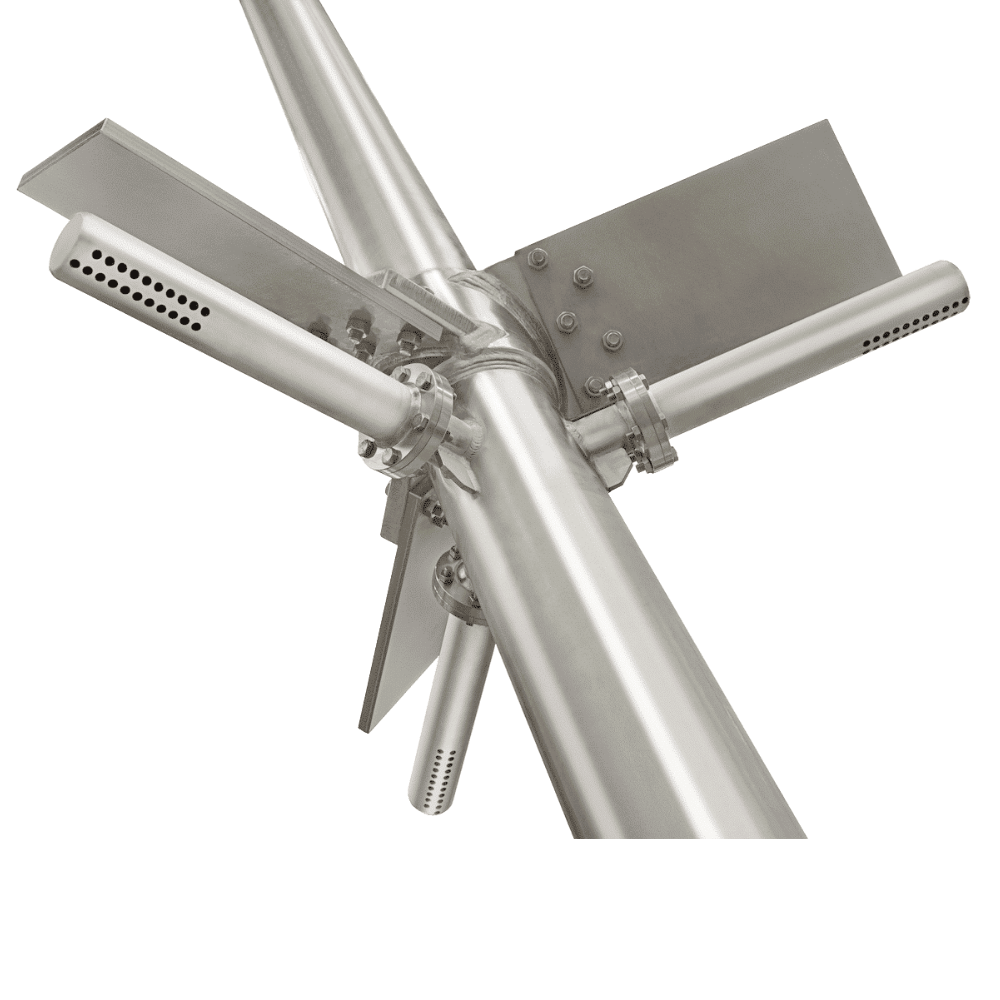
- Hélices à dispersion gazeuse : Ces turbines servent à disperser le gaz en liquides, ce qui est crucial dans les réactions gaz-liquide telles que l’hydrogénation et l’oxydation. Les turbines à dispersion de gaz créent un haut degré de turbulence et de cisaillement, ce qui permet un mélange et un transfert de masse efficaces.
- Mélangeurs à double lame : Les mélangeurs à double lame ont deux lames tournant dans des directions opposées, créant un effet de cisaillement favorisant le mélange et l’homogénéisation. Ces mélangeurs sont idéaux pour les liquides à haute viscosité et sont couramment utilisés dans les industries alimentaire, cosmétique et pharmaceutique.
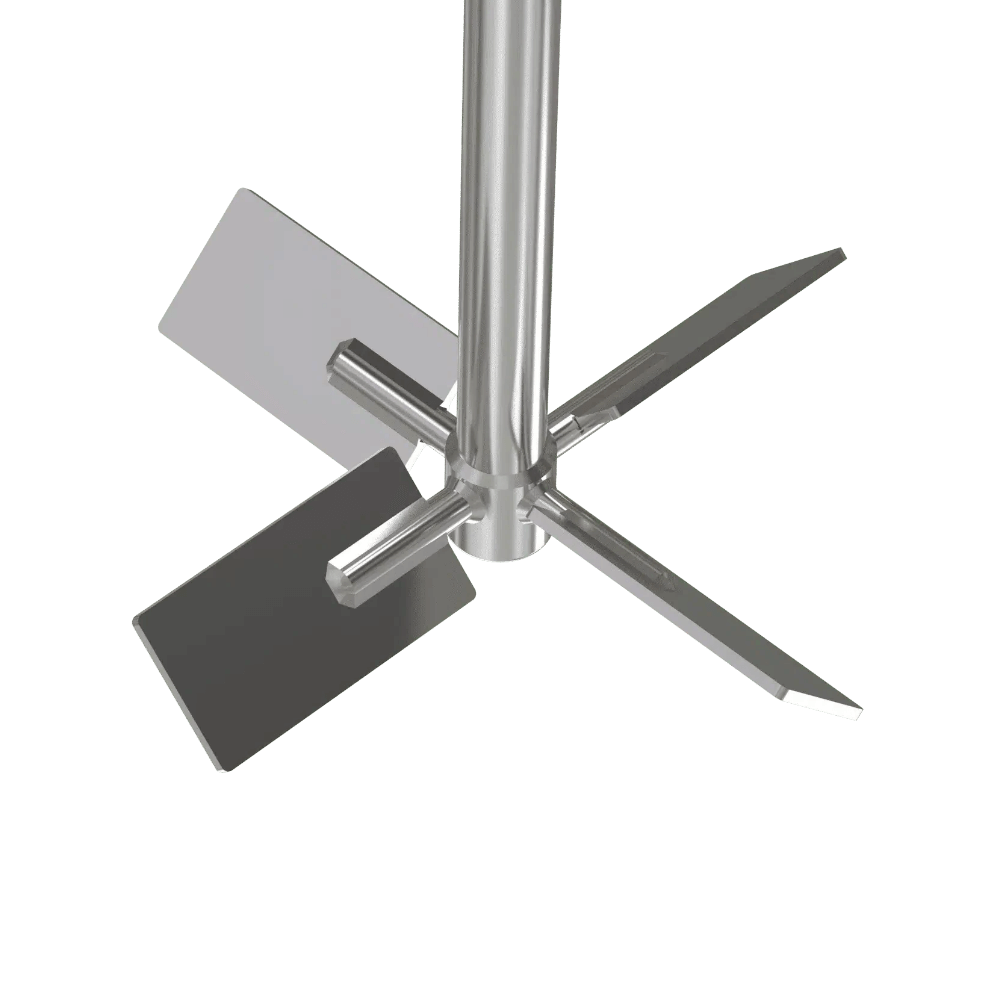
- Turbines à pale droite : Les turbines à pales droites créent un écoulement radial, c’est-à-dire lorsque le fluide se déplace perpendiculairement à la rotation de l’hélice. Ces mélangeurs conviennent aux liquides de faible à moyenne viscosité, et ils sont couramment utilisés dans le traitement chimique et le traitement des eaux usées.
Matériaux utilisés dans les mélangeurs chimiques en cuve
Les mélangeurs en cuve chimique sont fabriqués à partir de matériaux différents, selon l’application et le type de produits chimiques à mélanger. Voici quelques-uns des matériaux couramment utilisés dans les mélangeurs chimiques :
- Acier inoxydable : L’acier inoxydable est un choix populaire pour les mélangeurs chimiques en raison de sa grande résistance à la corrosion et de sa durabilité. L’acier inoxydable 304 est couramment utilisé pour les options de stockage basiques, tandis que l’acier inoxydable 316L est utilisé pour des applications plus agressives en cuves chimiques.
- Acier au carbone : L’acier au carbone est également couramment utilisé dans les mélangeurs chimiques en raison de sa grande résistance et de sa résistance à l’abrasion. Cependant, il est moins résistant à la corrosion que l’acier inoxydable et nécessite un revêtement protecteur pour éviter la rouille.
- Cuves de mélange en plastique : Les cuves de mélange en plastique sont une option attrayante pour les mélangeurs chimiques en raison de leur résistance chimique, de leur légèreté et de leur coût réduit. Poly Processing, U.S. Plastic Corp. et Hypro pump font partie des marques populaires qui proposent des cuves de mélange en plastique pour des applications de mélange chimique.
Options de moteurs et de boîtes de vitesses pour mélangeurs à réservoir chimique
Les options moteur et boîte de vitesses pour les mélangeurs à réservoir chimique jouent un rôle crucial dans leurs performances et leur efficacité énergétique. Voici quelques-unes des options de moteur et de boîte de vitesses disponibles :
- Moteur électrique : Les moteurs électriques sont le type de moteur le plus courant pour les mélangeurs chimiques, et ils existent en différentes tailles et puissances nominales. Ils sont faciles à utiliser et offrent un couple élevé à basse vitesse, ce qui les rend idéaux pour les liquides lourds et à haute viscosité.
- Moteurs cage : Les moteurs cage sont un type de moteur électrique qui fournit un couple de démarrage élevé et un faible bruit de fonctionnement. Ils sont idéaux pour les grandes cuves chimiques et les applications lourdes.
- Moteur et boîte de vitesses : La combinaison moteur et boîte de vitesses est une option populaire pour les mélangeurs chimiques car elle fournit un couple élevé à basse vitesse, ce qui permet une efficacité énergétique et réduit l’usure de l’équipement. La boîte de vitesses aide également à réduire la vitesse de l’hélice, ce qui permet un mélange plus efficace et une meilleure homogénéité.
Applications des mélangeurs chimiques en cuve
Les mélangeurs en cuve chimique sont utilisés dans une large gamme de procédés chimiques, notamment le mélange chimique, le stockage chimique et les réactions chimiques. Voici quelques-unes des applications courantes des mélangeurs chimiques :
- Mélange chimique : Le mélange chimique consiste à mélanger deux produits chimiques ou plus pour créer un mélange homogène. Les mélangeurs chimiques garantissent que les produits chimiques sont bien mélangés, empêchant la sédimentation et favorisant les réactions chimiques.
- Stockage chimique : Les mélangeurs chimiques sont également utilisés dans les cuves de stockage chimique pour prévenir la sédimentation et garantir que les produits chimiques restent homogènes. Ils contribuent également à réduire les dommages potentiels causés par le décantation et favorisent un transfert de chaleur économe en énergie.
- Réactions chimiques : Les mélangeurs chimiques jouent un rôle crucial dans les réactions chimiques en favorisant le mélange et en veillant à ce que les réactifs soient bien mélangés. Cela conduit à des réactions chimiques plus efficaces et réduit le temps de traitement.
Maintenant que vous savez que les mélangeurs chimiques peuvent être utilisés dans de nombreuses applications, passons aux nombreux avantages qu’ils offrent.
Quels sont les avantages d’utiliser des mélangeurs en cuve chimique ?
Les mélangeurs en cuve chimique offrent plusieurs avantages aux fabricants et transformateurs chimiques, notamment :
- Amélioration de l’efficacité : Les mélangeurs chimiques garantissent un mélange complet des produits chimiques, ce qui permet un traitement plus efficace et des temps de traitement réduits.
- Homogénéité améliorée : Les mélangeurs chimiques empêchent la sédimentation et favorisent l’homogénéité, ce qui conduit à une qualité de produit constante et à une réduction des déchets.
- Entretien réduit : Un bon mélange réduit l’usure de l’équipement, ce qui entraîne une réduction des coûts d’entretien et une durée de vie accrue de l’équipement.
- Efficacité énergétique : Les mélangeurs chimiques équipés de moteurs et de boîtes de vitesses économes en énergie contribuent à réduire la consommation d’énergie et les coûts d’exploitation.
- Personnalisation : Les mélangeurs chimiques existent en différentes tailles, designs et matériaux, permettant une personnalisation adaptée à des applications et procédés spécifiques.
Conclusion
Les mélangeurs en cuve chimique sont un composant innovant dans l’industrie chimique et jouent un rôle important pour garantir un traitement, un stockage et des réactions efficaces. Forte de plusieurs décennies d’expérience dans le secteur, Jongia Mixing Technology propose une large gamme de sélections de produits. En comprenant les différents types de mélangeurs chimiques, leurs applications, leurs matériaux, les options de moteur et de boîte de vitesses, ainsi que leurs avantages, les fabricants et transformateurs chimiques peuvent prendre des décisions éclairées sur le mélangeur le mieux adapté à leurs besoins. Nous espérons que vous avez trouvé les informations que vous cherchiez. Sinon, n’hésitez pas à nous contacter pour trouver la solution dont vous avez besoin.Questions fréquemment posées
Qu’est-ce qu’un mélangeur chimique en cuve ?
Un mélangeur en cuve chimique est un dispositif essentiel utilisé dans l’industrie chimique pour garantir un mélange efficace des substances. En favorisant l’homogénéité et en prévenant la sédimentation, ces mélangeurs sont essentiels pour améliorer les réactions chimiques et l’efficacité globale du procédé.
Quels sont les types de mélangeurs chimiques en cuve ?
Il existe plusieurs types de mélangeurs à cuve chimique, notamment les roues à écoulement axial, les turbines à dispersion gazeuse, les mélangeurs à double pale et les turbines à pale droite. Chaque type a des applications spécifiques et est optimisé pour des liquides de viscosité différente.
Quels matériaux sont utilisés dans les mélangeurs en cuve chimique ?
Les matériaux courants pour les mélangeurs chimiques en cuve incluent l’acier inoxydable pour sa résistance à la corrosion, l’acier au carbone pour sa résistance, et le plastique pour sa légèreté et sa résistance chimique. Le choix du matériau dépend de l’application spécifique et des propriétés chimiques.
Quelles sont les applications des mélangeurs en cuve chimique ?
Les mélangeurs en cuve chimique sont utilisés dans diverses applications telles que le mélange chimique, le stockage chimique et la facilitation des réactions chimiques. Ils assurent un mélange complet, maintiennent l’homogénéité et améliorent l’efficacité des procédés chimiques.
Quels sont les avantages des mélangeurs en cuve chimique ?
Les mélangeurs à cuve chimique offrent de nombreux avantages, notamment une efficacité accrue, une homogénéité des produits améliorée, des coûts d’entretien réduits, une efficacité énergétique et des options de personnalisation. Ces avantages contribuent à l’optimisation globale des procédés dans la fabrication chimique.
Contactez notre équipe spécialisée pour toutes vos questions

Tom Pruymboom
Directeur des ventes

Teun van der Spek
Responsable des ventes régionales
Des questions techniques ?
Articles populaires

Différence entre précipitation et cristallisation
La précipitation et la cristallisation sont tous deux des processus impliqués dans la formation de substances solides à partir d’une solution, mais ils se produisent dans des conditions différentes et donnent des résultats différents. 1. Précipitations : Les précipitations surviennent

Tutoriel : Comment fonctionne le Contre-Flux ?
Le contre-flux est un élément de mélange très adapté aux procédés de mélange de produits liquides visqueux tels que les peintures, les polymères et les plastiques biodégradables, où l’amidon est le composant de base. Dans ce tutoriel, nous vous montrons

Le contre-courant : de la demande à la solution
Principalement dans l’industrie chimique, l’élément de mélange contre-flux est appliqué dans les procédés de mélange de produits tels que la peinture, les polymères, les plastiques biodégradables où l’amidon est le composant de base et les liquides visqueux du milieu intermédiaire.


